
纯钛焊丝、钛焊丝、钛合金焊丝 钛直丝 钛盘丝, 钛密盘丝,钛打印丝 钛盘条
编 号:
材 质: 纯钛 TA1 TA2
规格尺寸: 0.8- 10.0mm
产品介绍:
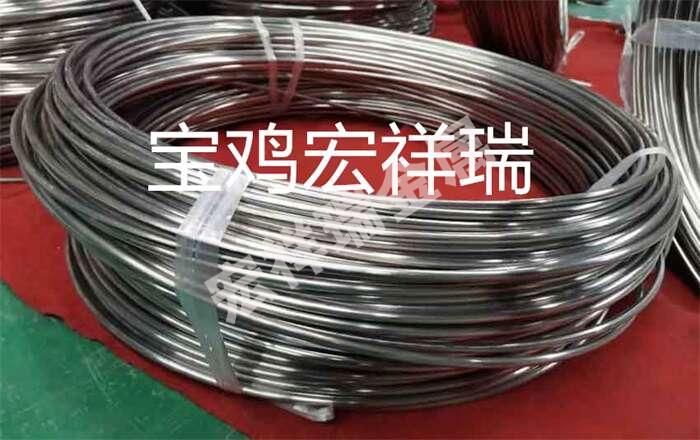


纯钛焊丝、钛焊丝、钛合金焊丝 钛直丝 钛盘丝, 钛密盘丝,钛打印丝 钛盘条 钛盘条
牌号:ERTi-1 (GR1))、ERTi-2( GR2) 、ERTi-3(GR3)、ERTi-4(GR4)、ERTi-5(GR5) , ERTi-23
执行标准:GB/T3623 AWS A5.16 ASTMB863 ASTM F136 ASTMF67 ASTMF1295 ISO5832-2 ISO5832-3
规格:
【盘丝】¢0.9 、¢1.0、1.2、1.6mm(焊丝盘精绕)
【圈丝】¢1.2、1.6、2.0、2.4、3.0、4.0、5.0mm(无焊丝盘)
【直丝】¢1.2、1.6、2.0、2.4、3.0、4.0、5.0、6.0mm(塑料筒,长度1米)
表面处理:磨光和 抛光
表面质量:精度高,光洁度好,无氧化色,无裂纹、起皮、起刺、斑痕和夹杂等。允许有轻微的、 不超过丝材直径允许偏差的局部的划伤、擦伤、斑点和凹坑等。
应用领域:航天、航空、军工、轻工、化工、3D打印,焊接,纺织、电子,超导,医疗以及石油化工等领域。
优点:耐腐蚀、耐高温、耐低温、***无磁、强度高、导热系数小等。
-
钛焊丝在焊接反应釜钛,储存酸性物质或碱性物质罐存管,钛化设备时使用。
注意事项:
1、施工人员和焊工应佩戴洁净的白细纱布手套(严禁佩戴棉线手套)。
2、经处理的焊区严禁用手触摸和接触铁制物品。
3、焊接工作尽可能在室内进行,环境风速应≤0.5m/s,避免受穿堂风影响。
4、焊接时应尽可能采用短弧焊接,采用小的焊接热输入,喷嘴与焊件保持70~80度的夹角。
5、对接管定位焊时,其对接间隙一般为0.5mm左右。
6、每道焊缝应尽可能一次焊完,必须接焊的焊缝,在焊前应将接口处清理干净,焊肉搭接长度为10~15mm。
7、焊接时,焊炬不应左右摆动,焊丝熔化端不得移出气体保护区。

